
Производственным процессом ремонта называется вся совокупность действий, осуществляемых с момента поступления объекта ремонта на предприятие до получения полностью отремонтированной продукции.
Организация производственного процесса предусматривает размещения цехов и участков производства, распределение процесса между отдельными цехами, участками и рабочими местами. Она находит выражение в пространстве и во времени:
- в пространстве – это построение производственной структуры предприятия и его планировка;
- во времени – это обеспечение между цехами, участками и рабочими местами пропорций по производительности и создание межоперационных заделов, обеспечивающих непрерывную ритмичную работу АРП.
Основной характеристикой эффективности производственного процесса ремонта является длительность производственного цикла – Тцп – это период времени от запуска автомобиля в ремонт до выхода его из ремонта:
k R
Тцп = ∑Тk + ∑Тr ;
k=1 r=1
где: Тk – длительность k-х видов ремонтных работ с учетом параллельности их выполнения;
Тr – длительность r- х перерывов в рабочее и нерабочее время.
Часть производственного цикла, непосредственно связанная с последовательным качественным изменением состояния объекта ремонта, называется технологическим циклом.
Тцп = Тцтkпер или Тцт = Тцп/kпер ;
где: kпер – коэффициент перехода, учитывающий увеличение Тцп по сравнению с Тцт на время ожидания ремонта, транспортирования предметов труда, контроля и т. д.
На рис. 6.4 представлен линейный график технологического цикла ремонта автомобиля на АРЗ. Его анализ позволяет выразить длительность технологического цикла следующим равенством:
K1 L пер. K L
Тцт =∑∑( tkl/ mkl) +∑∑ (tkl/mkl);
k=1 l=1 max k=1 l=1
где: tkl – трудоемкость выполнения k-го вида работ по l-му агрегату;
mkl – число рабочих, занятых выполнением k-го вида работ по l-му агрегату;
k1 – количество перекрываемых видов работ.
пер.
(tkl / mkl ) – максимальная продолжительность
max
из перекрываемых k-х видов работ по l-му агрегату.
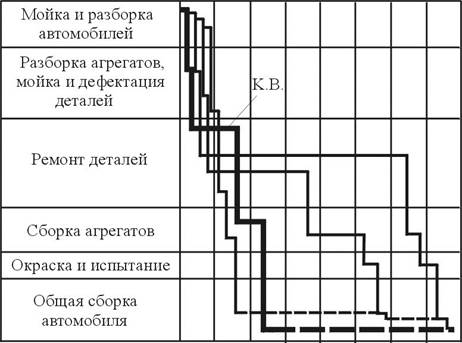
Рис.6.4. Линейный график технологического цикла ремонта автомобиля